Pematrian Induksi Tabung Aluminium

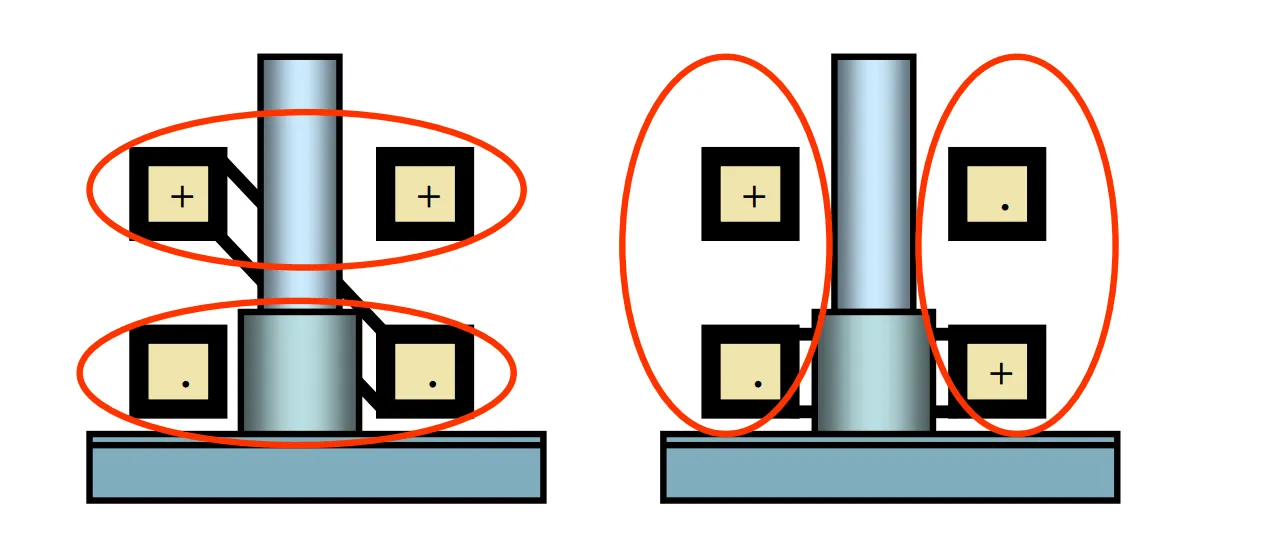
Untuk meningkatkan efisiensi dan mengurangi efek termal dari pemanasan logam, diusulkan teknologi mematri induksi. Keuntungan dari teknologi ini terutama terletak pada lokasi yang tepat dari pemanasan yang dipasok ke sambungan brazing. Berdasarkan hasil simulasi numerik maka dimungkinkan untuk merancang parameter yang diperlukan untuk mencapai … Baca lebih lanjut